全站搜索


手机:13814237380
电话:0510-81017561
邮箱:yitong0822@126.com
传真:0510-81017561
网址:www.wxytjx8.cn
地址:无锡市惠山区洛石塘湾秦巷工业园区A区28号
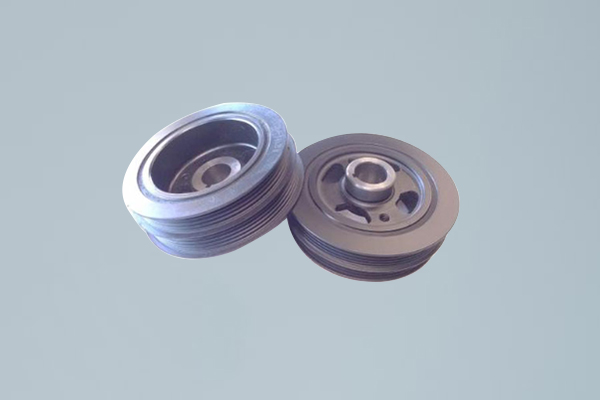
东台皮带轮铸造当铸件薄壁部分发生固态相变时,厚壁部分还处于塑性情况,若相变时新相的比容大于旧相的比容,则相变时薄壁部分胀大,而厚壁部分遭到塑性拉伸,成果铸件内部只发生很小的拉应力,且随时间延伸而逐渐消失。这种情况下假设铸件继续冷却,专业皮带轮铸造批发厚壁部分发生相变而加大体积,由于已处于弹性情况,薄壁部分将被内层弹性拉伸,而构成拉应力。而厚壁部分被外层弹性紧缩而构成压应力,在这种条件下,剩下相变应力和剩下热应力符号相反,能够相互抵消。

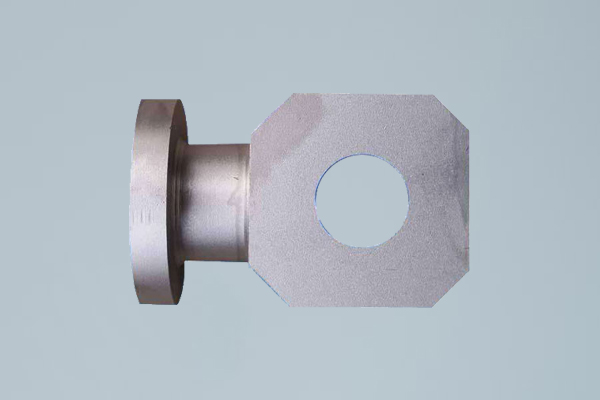
东台皮带轮铸造涂挂涂料之前,熔模需经脱油脂处理。涂挂时要采用浸涂法。涂挂操作时,应保持熔模表面均匀地涂挂上涂料,避免空白和局布堆积;焊合处、圆角、棱角和凹槽等应用毛笔或特制工具涂刷均匀,避免气泡;涂挂每层加固层涂料前,专业皮带轮铸造批发应清理前一层上的浮砂;涂挂过程中,要定时搅拌涂料,掌握和调整涂料的粘度。涂挂后进行撒砂。非常常用的撒砂方法是流态化撒砂和雨淋式撒砂。

(1)铸件整体或部分对定模的包紧力大于对动模的包紧力,开模时铸件会停留出现粘定模现象。(2)东台皮带轮铸造脱模时,假设铸件各部位对动、定模上的包紧力受力不均匀,会致使铸件在脱出时产生偏、歪、斜,铸件对定模包紧力大的部分就有或许粘留到定模上。(3)专业皮带轮铸造批发假设定模模具温度过低,或动模模具温度过高,会使铸件缩短时对定模的包紧力大于对动模的包紧力。
不锈钢的冷却方式根据钢的组织类型和毛坯的横截面尺寸而定,不锈钢的冷却方式根据钢的组织类型和毛坯的横截面尺寸而定。东台皮带轮铸造奥氏体不锈钢锻后在空气中冷却。马氏体、马氏体铁素体和高硬度不锈钢锻后应该进行缓冷(如灰冷、砂冷、炉冷或堆冷)。专业皮带轮铸造批发对于奥氏体-铁素体和马氏体-奥氏体双相不锈钢,一般也可以采取空冷,但大尺寸锻件应适当调整。


